Содержание
- 1 Общие сведения
- 2 Какой должна быть
- 3 Характеристики
- 4 Свойства
- 5 Паяльная паста: как пользоваться
- 6 Способы нанесения
- 7 Каплеструйный метод
- 8 Трафаретный метод
- 9 Условия хранения
- 10 Температурный режим
- 11 Воздействие влаги
- 12 Можно ли сделать в домашних условиях
- 13 Общие сведения
- 14 Какой должна быть
- 15 Характеристики
- 16 Свойства
- 17 Паяльная паста: как пользоваться
- 18 Способы нанесения
- 19 Каплеструйный метод
- 20 Трафаретный метод
- 21 Условия хранения
- 22 Температурный режим
- 23 Воздействие влаги
- 24 Можно ли сделать в домашних условиях
- 25 Особенности состава и преимущества
Любой вид электронной техники – это совокупность печатных плат и схем, без которых функционирование электроники невозможно. Прочность и надежность паяльных соединений на этих поверхностях зависят не только от профессионализма работника, исправности станка, но и от используемого вещества для пайки, соблюдения правил его эксплуатации и условий хранения.
Общие сведения
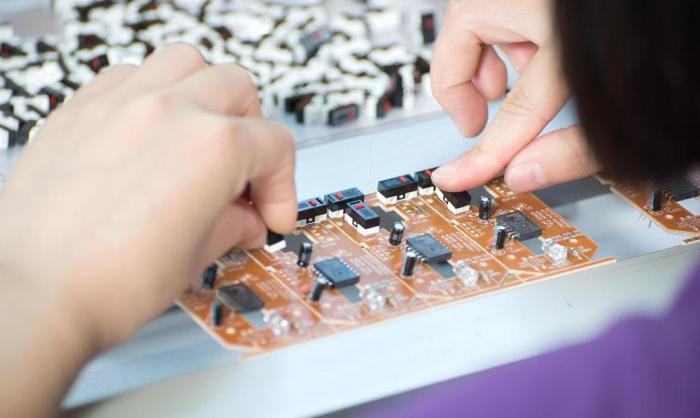
Паяльная паста представляет собой пастообразную массу, которая состоит из множества маленьких частиц припоя сферической формы, флюса и разных добавок. Зачем она нужна и что с ней делать?

Пасты паяльные используются для поверхностного монтажа электронных компонентов методом пайки на печатных платах, гибридных интегральных схемах, подложках из керамики. После нанесения на поверхность состав сохраняет активность в течение нескольких часов. Сфера применения – промышленность.
Какой должна быть
Паяльная паста должна соответствовать определенным требованиям:
- не окисляться;
- быстро не распадаться на слои;
- сохранять свойства вязкости и клейкости;
- оставлять исключительно удаляемые отходы после пайки;
- не разбрызгиваться при воздействии источника нагрева с высокой концентрацией;
- не оказывать отрицательное влияние на плату с технической точки зрения;
- поддаваться воздействию традиционных растворителей.
Характеристики
Форма и габариты частиц припоя
От характеристик частиц припоя зависит то, каким образом будет осуществляться нанесение паяльной пасты на поверхность. Составы с маленькими частицами к окислению склонны значительно меньше. К тому же, если вещество для пайки имеет крупные частицы нерегулярной формы, это грозит закупоркой трафарета, следовательно, процедура нанесения потерпит крах.
Удельный вес метала в составе
Этот показатель определяет толщину оплавленного припоя, от него зависит степень осадки и растекания вещества для пайки. Толщина соединения после оплавления находится в прямой зависимости от удельного веса металла в составе пасты: чем его процентное содержание выше, тем больше толщина соединения после того, как осуществлено оплавление паяльной пасты. От концентрации металла также зависит и выбор способа нанесения. Так, если паяльная паста содержит его в объеме 80%, наносить ее следует трафаретным способом, если 90% – дозированием.
Тип флюса в составе пасты
Влияет на уровень активности вещества, наличие необходимости отмывки. В зависимости от метода удаления флюсовых остатков различают три группы флюсов:
- Канифольные. Основным составным элементом является очищенная натуральная смола, которая добыта из древесины сосны. Канифольные флюсы делятся на неактивированные, среднеактивированные и активированные слабокоррозионные. Для первых свойственны минимальные показатели активности, вторые достаточно легко поддаются очистке, обеспечивают хорошее смачивание и растекаемость припоя, третьи характеризуются наибольшими показателями активности и низким уровнем спроса.
- Водосмываемые. Содержат органические кислоты. Применение водосмываемого активного флюса является гарантом получения хорошего результата пайки, при этом существует необходимость отмывки деионизированной водой, имеющей температуру 55-65 градусов.
- Безотмывные. Не нуждаются в отмывке. Произведены на основе смол натурального и синтетического типа. Удельный вес смолы в составе таких флюсов составляет 35-45%. Проявляют среднюю активность, их остатки после пайки не являются коррозионными и проводящими, а концентрация твердых осадков может достичь максимум 2%.
Свойства

Это не что иное, как густота паяльного пастообразного вещества. Паста наделена способностью изменения степени своей вязкости при воздействии нагрузки механического типа. Определить ее можно с помощью специальных приборов: вискозиметров Брукфилда и Малкома. Как правило, этот показатель указывается методом маркировки.
Паяльные пасты обладают способностью увеличиваться в размерах после, того как отпечаток нанесен на поверхность. Рассматриваемый показатель должен находиться на низком уровне, поскольку значительное увеличение размеров отпечатка паяльной пасты является причиной образования перемычек.
Время сохранения свойств
Находит свое отражение в таких показателях, как наибольшее время пребывания вещества на трафаретке до нанесения или после нанесения, которое не влечет за собой деградацию свойств. В большинстве случаев значение первого параметра находится в пределах 8-48 часов, второго – 72 часа. Фиксируются эти показатели производителем на упаковке. Причем может быть указан как один параметр (любой из двух), так и оба.
Идентифицирует возможность паяльной пасты удерживать SMD-компоненты на своих местах после инсталляции их на поверхность и до паяльной процедуры. Степень клейкости свидетельствует о «жизнеспособности» пасты и определяет ее срок годности. Вычисляется посредством реализации специального теста, при котором используется традиционный тестер, способный измерять силу, необходимую для передвижения элемента определенных весовых параметров с площади пастообразного вещества тех или иных размеров.
Наличие клеистой способности и ее уровень зависят от типа паяльной пасты. В среднем же время удержания находится в диапазоне 4-8 часов, в то время как максимальный показатель, который характерен для ряда паст, может достигать 24 часов и более.
Паяльная паста: как пользоваться
Правила эксплуатации условно можно разделить на три блока:
1. Общие условия использования:
- помещение, где производятся паяльные работы, должно быть чистым, не являться источником или местом сосредоточения пыли или каких-либо иных загрязнений;
- в целях индивидуальной защиты использовать защитные очки для глаз и перчатки для рук;
- для отмывки уже нанесенной пасты с поверхности платы применять изопропиловый спирт или другие вещества-растворители.
2. До вскрытия упаковочной тары:
- поместить пасту в помещение, в котором температурный режим находится в пределах 22-28 градусов, а влажность – 30-60%;
- перед тем как открыть упаковку, выдержать пасту при комнатной температуре как минимум пару часов, при этом прибегать к применению искусственных способов разогрева вещества категорически запрещено;
- в процессе работы паяльное вещество следует регулярно перемешивать.
3. После вскрытия упаковочной тары:
-
нанести на трафаретное полотно приблизительно 2/3 от всего количества паяльного вещества;


Способы нанесения
Паяльные пасты могут быть нанесены двумя способами: каплеструйным и трафаретным. Первый основан на использовании диспенсеров, а второй – на применении трафаретных принтеров.
Каплеструйный метод
Диспенсерная печать – способ нанесения паяльного вещества посредством его «выстреливания» при практически комнатных температурных показателях (около 30 градусов) из картриджа через эжектор на печатную плату именно в то место, в которое следует нанести пасту, исходя из схемы платы. Картридж находится в постоянном движении, следуя по ординате и абсциссе над поверхностью печатной платы. От него зависит правильность нанесения паяльного слоя. Картридж останавливается именно там, где нужно, и точно в то время, когда нужно, благодаря исправно функционирующей приводной системе. В домашних условиях могут использоваться не эжектор и картридж, а другой дозатор паяльной пасты – шприц.
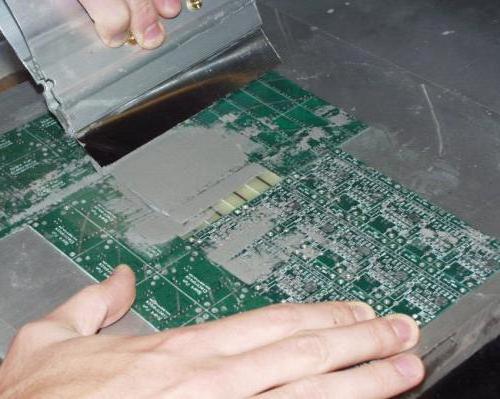
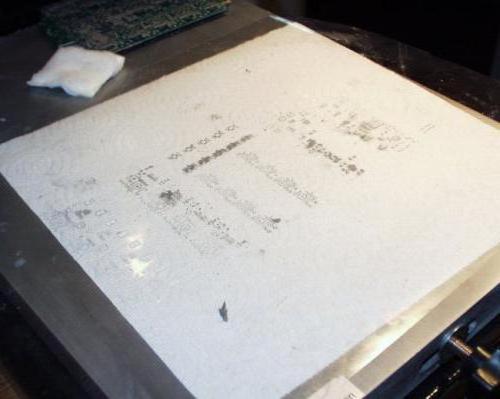
Трафаретный метод
Пользуется наибольшей популярностью, подразумевает нанесение пасты на паяльную поверхность посредством продавливания через апертуры в трафаретном полотне специально предназначенным инструментом – ракелем. При этом ракель совершает перемещательные движения по поверхности трафарета в горизонтальном положении.
Пошаговая инструкция при трафаретном методе:
- Шаг 1. Зафиксировать паяльную поверхность (плату) в рабочей зоне.
- Шаг 2. Совместить с абсолютной точностью паяльную плату и трафарет.
- Шаг 3. Выдавить или нанести необходимое количество паяльной пасты на трафаретное полотно.
- Шаг 4. Нанести пастообразное вещество через трафарет, используя ракель.
- Шаг 5. Проверить качественные характеристики нанесения паяльного вещества.
- Шаг 6. Снять паяльную поверхность.
- Шаг 7. Произвести очистку трафарета.
Условия хранения
Паяльные пасты требуют не только соблюдения правил эксплуатации, но и особых условий хранения, основные среди них следующие:
- температура помещения, где хранится вещество, не должна превышать 25°С;
- температурный диапазон хранения пасты зависит от производителя и может находится в пределах 4-10°С;
- годность пасты при хранении в рекомендуемых условиях для составов с водосмываемыми флюсами составляет 3-6 месяцев, а с несмываемыми – 6-12 месяцев;
- пайка паяльной пастой должна осуществляться в помещении, где показатель относительной влажности соответствует 60-80%.
- начатые пасты разрешается хранить не более 12 часов;
- в целях снижения степени деградации, которая осталась от предыдущего процесса пайки, в новых паяльных работах пасту задействовать можно, но только с добавлением новой;
- банки, картриджи и шприцы с паяльным веществом хранить следует только в вертикальном положении, наконечниками шприцов вниз для исключения возможности расслоения.
Температурный режим
Паяльные пасты чувствительны к существенно низким и высоким показателям температуры. Учитывая то, что в основе содержатся два материала различной плотности (флюс и припой), считается возможным естественный процесс расслоения флюса и других составных элементов паяльного вещества, а также возникновение тоненького слоя флюса над поверхностью. Нахождение пасты под воздействием высоких температур продолжительное время приводит к значительному расслоению флюса и оставшейся пасты, является причиной образования толстого приповерхностного слоя флюса. Что же получается в результате? А получается, что паста паяльная лишается своих свойств, а, следовательно, нанесение ее на поверхность будет дефективным. Температурный режим, показатели которого выше 30°С, и вовсе спровоцирует химическое разложение паяльного вещества.
При воздействии низких температурных показателей паста теряет свою смачивающую способность, поскольку активаторы флюса частично или полностью переходят в осадок. Составы некоторых производителей все же можно хранить при температуре от –20 до +5°С.
Воздействие влаги
Наиболее пагубное воздействие на паяльную пасту оказывают не низкие и высокие температуры, а влага. Если уровень влажности повышен, припойные шарики, находящиеся в составе пасты, начинают окисляться быстрыми темпами, что приводит к трате активаторов флюса с целью произведения очистки шариков, а не на паяемые поверхности, как это должно быть. При попадании влаги паста растекается, образуются перемычки и шарики припоя, разбрызгивается флюс/припой, смещаются электронные компоненты в процессе пайки, уменьшается время удержания компонентов электронного типа.
Можно ли сделать в домашних условиях

Может ли быть создана паяльная паста своими руками дома? Конечно, да!
Ингредиенты: пальмоядровое масло, хлористый аммоний (5-10%), солянокислый анилин.
Способ приготовления: хлористый аммоний и солянокислый анилин смешать с пальмоядровым маслом до получения однородной пастообразной массы.
Ингредиенты: масло растительного происхождения (100 г), жир говяжий (300 г), канифоль натуральная (500 г), хлористый аммоний (100 г).
Способ приготовления: масло, жир и канифоль расплавить в широкой фарфоровой чашке на водяной бане. Растереть аммоний в порошок и добавить в смесь. Тщательно перемешать до получения пасты.
Ингредиенты: хлористый аммоний (100 г), масло минеральное (900 г).
Способ приготовления: растереть ингредиенты в ступе из фарфора. Хранить в стеклянном сосуде закрытого типа.
Любой вид электронной техники – это совокупность печатных плат и схем, без которых функционирование электроники невозможно. Прочность и надежность паяльных соединений на этих поверхностях зависят не только от профессионализма работника, исправности станка, но и от используемого вещества для пайки, соблюдения правил его эксплуатации и условий хранения.
Общие сведения
Паяльная паста представляет собой пастообразную массу, которая состоит из множества маленьких частиц припоя сферической формы, флюса и разных добавок. Зачем она нужна и что с ней делать?
Пасты паяльные используются для поверхностного монтажа электронных компонентов методом пайки на печатных платах, гибридных интегральных схемах, подложках из керамики. После нанесения на поверхность состав сохраняет активность в течение нескольких часов. Сфера применения – промышленность.
Какой должна быть
Паяльная паста должна соответствовать определенным требованиям:
- не окисляться;
- быстро не распадаться на слои;
- сохранять свойства вязкости и клейкости;
- оставлять исключительно удаляемые отходы после пайки;
- не разбрызгиваться при воздействии источника нагрева с высокой концентрацией;
- не оказывать отрицательное влияние на плату с технической точки зрения;
- поддаваться воздействию традиционных растворителей.
Характеристики
Форма и габариты частиц припоя
От характеристик частиц припоя зависит то, каким образом будет осуществляться нанесение паяльной пасты на поверхность. Составы с маленькими частицами к окислению склонны значительно меньше. К тому же, если вещество для пайки имеет крупные частицы нерегулярной формы, это грозит закупоркой трафарета, следовательно, процедура нанесения потерпит крах.
Удельный вес метала в составе
Этот показатель определяет толщину оплавленного припоя, от него зависит степень осадки и растекания вещества для пайки. Толщина соединения после оплавления находится в прямой зависимости от удельного веса металла в составе пасты: чем его процентное содержание выше, тем больше толщина соединения после того, как осуществлено оплавление паяльной пасты. От концентрации металла также зависит и выбор способа нанесения. Так, если паяльная паста содержит его в объеме 80%, наносить ее следует трафаретным способом, если 90% – дозированием.
Тип флюса в составе пасты
Влияет на уровень активности вещества, наличие необходимости отмывки. В зависимости от метода удаления флюсовых остатков различают три группы флюсов:
- Канифольные. Основным составным элементом является очищенная натуральная смола, которая добыта из древесины сосны. Канифольные флюсы делятся на неактивированные, среднеактивированные и активированные слабокоррозионные. Для первых свойственны минимальные показатели активности, вторые достаточно легко поддаются очистке, обеспечивают хорошее смачивание и растекаемость припоя, третьи характеризуются наибольшими показателями активности и низким уровнем спроса.
- Водосмываемые. Содержат органические кислоты. Применение водосмываемого активного флюса является гарантом получения хорошего результата пайки, при этом существует необходимость отмывки деионизированной водой, имеющей температуру 55-65 градусов.
- Безотмывные. Не нуждаются в отмывке. Произведены на основе смол натурального и синтетического типа. Удельный вес смолы в составе таких флюсов составляет 35-45%. Проявляют среднюю активность, их остатки после пайки не являются коррозионными и проводящими, а концентрация твердых осадков может достичь максимум 2%.
Свойства
Это не что иное, как густота паяльного пастообразного вещества. Паста наделена способностью изменения степени своей вязкости при воздействии нагрузки механического типа. Определить ее можно с помощью специальных приборов: вискозиметров Брукфилда и Малкома. Как правило, этот показатель указывается методом маркировки.
Паяльные пасты обладают способностью увеличиваться в размерах после, того как отпечаток нанесен на поверхность. Рассматриваемый показатель должен находиться на низком уровне, поскольку значительное увеличение размеров отпечатка паяльной пасты является причиной образования перемычек.
Время сохранения свойств
Находит свое отражение в таких показателях, как наибольшее время пребывания вещества на трафаретке до нанесения или после нанесения, которое не влечет за собой деградацию свойств. В большинстве случаев значение первого параметра находится в пределах 8-48 часов, второго – 72 часа. Фиксируются эти показатели производителем на упаковке. Причем может быть указан как один параметр (любой из двух), так и оба.
Идентифицирует возможность паяльной пасты удерживать SMD-компоненты на своих местах после инсталляции их на поверхность и до паяльной процедуры. Степень клейкости свидетельствует о «жизнеспособности» пасты и определяет ее срок годности. Вычисляется посредством реализации специального теста, при котором используется традиционный тестер, способный измерять силу, необходимую для передвижения элемента определенных весовых параметров с площади пастообразного вещества тех или иных размеров.
Наличие клеистой способности и ее уровень зависят от типа паяльной пасты. В среднем же время удержания находится в диапазоне 4-8 часов, в то время как максимальный показатель, который характерен для ряда паст, может достигать 24 часов и более.
Паяльная паста: как пользоваться
Правила эксплуатации условно можно разделить на три блока:
1. Общие условия использования:
- помещение, где производятся паяльные работы, должно быть чистым, не являться источником или местом сосредоточения пыли или каких-либо иных загрязнений;
- в целях индивидуальной защиты использовать защитные очки для глаз и перчатки для рук;
- для отмывки уже нанесенной пасты с поверхности платы применять изопропиловый спирт или другие вещества-растворители.
2. До вскрытия упаковочной тары:
- поместить пасту в помещение, в котором температурный режим находится в пределах 22-28 градусов, а влажность – 30-60%;
- перед тем как открыть упаковку, выдержать пасту при комнатной температуре как минимум пару часов, при этом прибегать к применению искусственных способов разогрева вещества категорически запрещено;
- в процессе работы паяльное вещество следует регулярно перемешивать.
3. После вскрытия упаковочной тары:
-
нанести на трафаретное полотно приблизительно 2/3 от всего количества паяльного вещества;
Способы нанесения
Паяльные пасты могут быть нанесены двумя способами: каплеструйным и трафаретным. Первый основан на использовании диспенсеров, а второй – на применении трафаретных принтеров.
Каплеструйный метод
Диспенсерная печать – способ нанесения паяльного вещества посредством его «выстреливания» при практически комнатных температурных показателях (около 30 градусов) из картриджа через эжектор на печатную плату именно в то место, в которое следует нанести пасту, исходя из схемы платы. Картридж находится в постоянном движении, следуя по ординате и абсциссе над поверхностью печатной платы. От него зависит правильность нанесения паяльного слоя. Картридж останавливается именно там, где нужно, и точно в то время, когда нужно, благодаря исправно функционирующей приводной системе. В домашних условиях могут использоваться не эжектор и картридж, а другой дозатор паяльной пасты – шприц.
Трафаретный метод
Пользуется наибольшей популярностью, подразумевает нанесение пасты на паяльную поверхность посредством продавливания через апертуры в трафаретном полотне специально предназначенным инструментом – ракелем. При этом ракель совершает перемещательные движения по поверхности трафарета в горизонтальном положении.
Пошаговая инструкция при трафаретном методе:
- Шаг 1. Зафиксировать паяльную поверхность (плату) в рабочей зоне.
- Шаг 2. Совместить с абсолютной точностью паяльную плату и трафарет.
- Шаг 3. Выдавить или нанести необходимое количество паяльной пасты на трафаретное полотно.
- Шаг 4. Нанести пастообразное вещество через трафарет, используя ракель.
- Шаг 5. Проверить качественные характеристики нанесения паяльного вещества.
- Шаг 6. Снять паяльную поверхность.
- Шаг 7. Произвести очистку трафарета.
Условия хранения
Паяльные пасты требуют не только соблюдения правил эксплуатации, но и особых условий хранения, основные среди них следующие:
- температура помещения, где хранится вещество, не должна превышать 25°С;
- температурный диапазон хранения пасты зависит от производителя и может находится в пределах 4-10°С;
- годность пасты при хранении в рекомендуемых условиях для составов с водосмываемыми флюсами составляет 3-6 месяцев, а с несмываемыми – 6-12 месяцев;
- пайка паяльной пастой должна осуществляться в помещении, где показатель относительной влажности соответствует 60-80%.
- начатые пасты разрешается хранить не более 12 часов;
- в целях снижения степени деградации, которая осталась от предыдущего процесса пайки, в новых паяльных работах пасту задействовать можно, но только с добавлением новой;
- банки, картриджи и шприцы с паяльным веществом хранить следует только в вертикальном положении, наконечниками шприцов вниз для исключения возможности расслоения.
Температурный режим
Паяльные пасты чувствительны к существенно низким и высоким показателям температуры. Учитывая то, что в основе содержатся два материала различной плотности (флюс и припой), считается возможным естественный процесс расслоения флюса и других составных элементов паяльного вещества, а также возникновение тоненького слоя флюса над поверхностью. Нахождение пасты под воздействием высоких температур продолжительное время приводит к значительному расслоению флюса и оставшейся пасты, является причиной образования толстого приповерхностного слоя флюса. Что же получается в результате? А получается, что паста паяльная лишается своих свойств, а, следовательно, нанесение ее на поверхность будет дефективным. Температурный режим, показатели которого выше 30°С, и вовсе спровоцирует химическое разложение паяльного вещества.
При воздействии низких температурных показателей паста теряет свою смачивающую способность, поскольку активаторы флюса частично или полностью переходят в осадок. Составы некоторых производителей все же можно хранить при температуре от –20 до +5°С.
Воздействие влаги
Наиболее пагубное воздействие на паяльную пасту оказывают не низкие и высокие температуры, а влага. Если уровень влажности повышен, припойные шарики, находящиеся в составе пасты, начинают окисляться быстрыми темпами, что приводит к трате активаторов флюса с целью произведения очистки шариков, а не на паяемые поверхности, как это должно быть. При попадании влаги паста растекается, образуются перемычки и шарики припоя, разбрызгивается флюс/припой, смещаются электронные компоненты в процессе пайки, уменьшается время удержания компонентов электронного типа.
Можно ли сделать в домашних условиях
Может ли быть создана паяльная паста своими руками дома? Конечно, да!
Ингредиенты: пальмоядровое масло, хлористый аммоний (5-10%), солянокислый анилин.
Способ приготовления: хлористый аммоний и солянокислый анилин смешать с пальмоядровым маслом до получения однородной пастообразной массы.
Ингредиенты: масло растительного происхождения (100 г), жир говяжий (300 г), канифоль натуральная (500 г), хлористый аммоний (100 г).
Способ приготовления: масло, жир и канифоль расплавить в широкой фарфоровой чашке на водяной бане. Растереть аммоний в порошок и добавить в смесь. Тщательно перемешать до получения пасты.
Ингредиенты: хлористый аммоний (100 г), масло минеральное (900 г).
Способ приготовления: растереть ингредиенты в ступе из фарфора. Хранить в стеклянном сосуде закрытого типа.
В качестве альтернативы припоя используется паяльная паста. Как совершенно другая структура, она имеет ряд преимуществ и недостатков, которые ограничивают ее применение или же делают его единственно возможным. В состав паяльной пасты входят несколько компонентов:
- флюсовая основа;
- припой, т. е. металлическая фракция;
- связующие вещества — основа, определяющая консистенцию;
- для неактивных флюсов (несмываемых) — активаторы.
Поскольку подобная продукция выпускается различным составом и, соответственно, назначением, нужно знать, как выбрать паяльную пасту. Действие заключается в подборе основных веществ припоя и особенностей использования флюса. Фактура материала и его консистенция имеют несколько преимуществ:
- точечное нанесение, возможность работы с очень мелкими элементами;
- использование паяльного фена средней мощности;
- применение в случаях, где нет технической возможности задействовать обычные припои.
Многие пасты выпускаются для промышленного производства, поскольку их консистенция позволяет легко дозировать материал. Применение этого вещества характеризуется простым нанесением, легким дозированием, а также быстрой скоростью проведения работ. Для домашнего использования этот вид также считается наиболее аккуратным, не оставляет лишней массы припоя, упрощает обучение новичкам.

Особенности состава и преимущества 

Важно! При выборе склоняйтесь к покупке фирменных сертифицированных товаров, таких как паяльная паста R562 Kester. Производитель обеспечивает стабильную работу продукции, высокие технологические характеристики, надежное смачивание контактов, постоянство состава партий, соответствие заявленным параметрам, в том числе объема и веса.
Выбор паяльной пасты основан на ее химическом составе, определяющем основные технические характеристики шва (пластичность, прочность, t и т. д.). По системе классификации одним из условий разделения пасты является температурный режим, при котором «работает» смесь. Марки для пайки печатных плат, разъемов работают в диапазоне 180-300 °С, в то время как паста для высокотемпературной пайки превышает порог 450-500 °С и может достигает 1100 °С. В качестве основы ее состава может быть взято серебро, медь. Сюда же могут выборочно входить:
Паста паяльная низкотемпературная изготавливается на основе олова, свинца, с дополнительным использованием сурьмы, которая снижает температуру плавления до 90 °С. Основные марки имеют состав: Sn63Pb37, Sn60Pb40, Sn62Pb36Ag2. В бессвинцовые продукты входит в качестве основного компонента медь, добавочного — серебро. Также составляющими пасты определяются следующие критерии:
- Необходимость смывки остаточного флюса. Применяемые вещества могут быть 3 степеней активности. Использование малоактивных флюсов (с содержанием галогенов до 5%) позволяет не применять смывку после окончания пайки при работе изделия в нормальных условиях.
- Растворимость. Пасты, имеющие в своей основе воду, могут разбавляется до различной консистенции, в зависимости от формы конструкции и желаемых результатов.
- Содержание галогенов. Диапазон их содержания варьируется в пределах 0-7%. Это активные элементы, которые при сложных условиях эксплуатации (а при высоком содержании — даже при нормальных) вызывают окисление поверхности, разрушая соединительный слой. Но благодаря своей неполной электронной формуле, они активны при взаимодействии с другими элементами.
Паяльная паста с оловом имеет самое большое количество модификаций как по химическим элементам, так и по используемым флюсам. Последние без применения галогенов или с их низким содержанием, а также при эксплуатации приборов в нормальных условиях могут использоваться как безотмывочная паяльная паста.

Низкокислотная паяльная паста тоже является эффективной. Отличается высокой адгезией припоя к металлу и хорошо смывается после пайки.
В качестве варианта можно найти продукцию, в состав которой не входит припой. Это паста паяльная ППВ 111. Применяется она для обработки поверхности и имеет 3 степень активности (высокую). Отлично работает с оловянно-свинцовыми и бессвинцовым припоями, смывается водой (t до 80 °С). Используется паяльная паста для поверхностного монтажа микросхем типа BGA, PGA, PLCC, QFP, CSP. Плавление происходит при t 40-45 °С, полная активность — при 120-300 °С. Также проводится лужение паяльной пастой, после чего нужна смывка.
Разновидности
Основой выбора являются свойства металла, для которого она используется.
- Хром-никель. Для таких сплавов подходят пасты, имеющие в составе: никель, хром и легирование бором, бериллием и кремнием. Относятся они к твердым сплавам и наилучшим образом сплавляются в защитной атмосфере (вакуум, аргон).
- Медь. Используются сплавы медно-серебряные, для снижения t плавления могут легироваться оловом и/или свинцом.
- Алюминий. Применимы припои олово-цинк.
- Серебро, золото (к ним относятся любые другие сплавы, покрытые этими элементами). Универсальная паста на основе серебра с добавлением меди и цинка.
Выбор материала зависит от соединяемого металла, например, паяльная паста для авто может использоваться 2 типов:
- для жестяного кузова применяется олово-свинец или же сплав олова и одного из металлов: меди, индия, серебра;
- для алюминиевого кузова — олово-цинк.

Рекомендации по применению
Важно! При покрытии пастой платы большой поверхности используется паяльный фен, который способствует равномерному нагреву, исключая коробление детали. При локальном соединении — паяльник
Чтобы выполнять качественную пайку пастами, нужно знать их принцип работы. В их состав, помимо основных металлов, входят: мелкодисперсный флюс, связывающая органика и при необходимости активаторы (как правило, в марках на водной основе и без использования галогенов). При нагревании связывающее вещество сгорает и испаряется. На поверхности остается действующий состав, и при дальнейшем нагреве происходит оплавление паяльной пасты и соединение поверхностей. В некоторых марках эти этапы совпадают и происходят одновременно:
- Для ускорения процесса просушки можно использовать нижний подогрев. Также спокойным потоком теплого воздуха обеспечивается растекание флюса. Процесс плавления происходит при температуре 40-45 °С, активация — 180-300 °С.
- После испарения флюса увеличивается температура подогрева фена. Тепловая обработка должна соответствовать заявленной в паспортных данных. Недогрев снижает прочностные свойства, перегрев может разрушить старую пайку на соединенных ранее деталях.
- Все особенности режима определяются визуально, для чего может понадобиться провести несколько пробных операций.
- По окончании проводится очистка (если таковая предусматривается технологией).
Заключение
Паста является эффективным заменителем обычных припоев при правильном подборе марки и флюса, входящего в ее основу. Наиболее применяемые — паста для пайки оловом с добавлением свинца или же бессвинцовая с добавлением серебра, меди, висмута или индия. Удобное нанесение, чистота платы, благодаря точечному нанесению, дозирование в точных количествах — все это позволяет экономно и рационально использовать этот материал. Единственный недостаток, которым обладают некоторые марки, — это небольшой срок годности — 3-6 месяцев, после чего консистенция может разделиться по фазам.